
Avancerade CNC-maskiner och senaste teknik låter oss leverera skräddarsydda delar med hög precision. Våra 3-, 4- och 5-axelsmaskiner möjliggör mångfaldiga projekt över olika branscher. Precisa skärningar och mångsidiga material gör CNC-maskiniering idealisk för prototyper och småseriemaskinering.

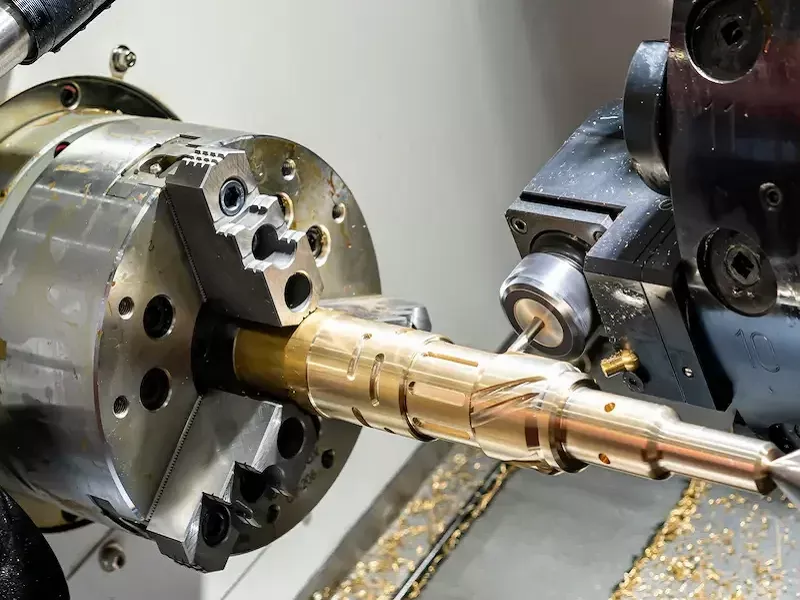
Beroende på ditt designval kommer vi att välja antingen en CNC-turning- eller CNC-fräsningssmaskin för att bearbeta dina produkter. 4-axlig CNC-fräsning. Tänk på ett design, och 4-axlig fräsning kan troligen göra det. Flersidig bearbetning blev mycket enklare.

3-axels CNC-fräsningssmaskin bör vara den mest grundläggande, med tre linjära axlar X Y Z. Fördelarna är enkel struktur, lätt operation och underhåll samt låg kostnad.
På basis av 3-axels har en ytterligare rotationsaxel lagts till. På så sätt kan arbetsstycket rotera, vilket möjliggör bearbetning av flera ytor utan behov av omklemning. Fördelen kan vara att minska antalet klemningar och förbättra bearbetningseffektiviteten för komplexa delar.
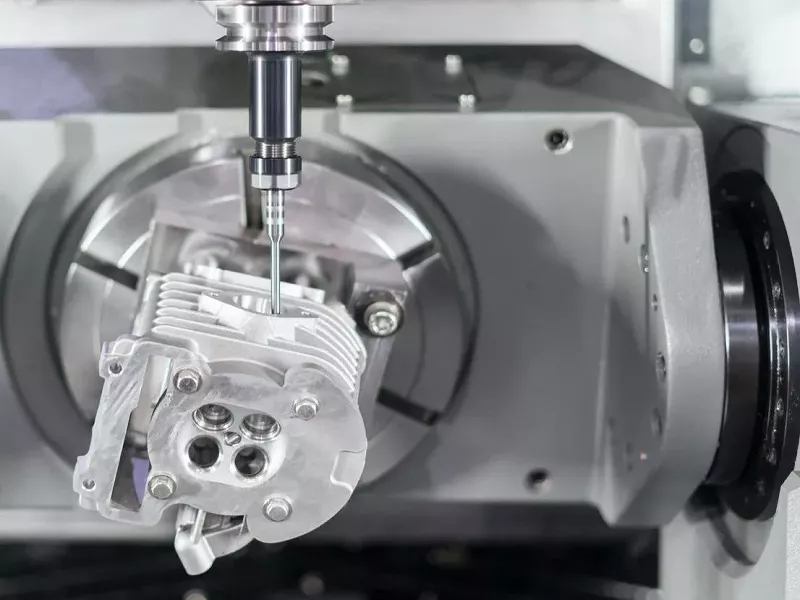
5-axels CNC-fräsning bygger på tre linjära axlar och har två rotationsaxlar för att uppnå mer komplex bearbetning, som samtidig multifacettbearbetning, minskad klemningstid, lämpad för komplexa delar som rymdindustrin, former osv.
| Beskrivning | |
|---|---|
| Aluminium | AL6061/ AL5052/ AL2024/ AL7075/ AL5083/ ADC12/ AL6082 |
| Rostfritt stål | SUS301/ SUS303/ SUS304/ SUS316/ SUS316L/ SUS420/ SUS430/ SUS630/17-4PH/ SUS321 |
| Läkningsstål | Q235 (A3Steel/ C45/ Cr12/ 3Cr13/ GCr15/ 40Cr/ 65Mn/ SKD11/ Steel 1018/ Steel 1020/ Högfartsstål/ Kallrullat stål/ Lagskivstål/ SPCC |
| Rostfritt stål | SUS301/ SUS303/ SUS304/ SUS316/ SUS316L/ SUS420/ SUS430/ SUS630/17-4PH/ SUS321 |
| Med en bredd av högst 150 mm | H59/ H62/ H68/ H80/ Blixbärnstomme/ C17200/ Aluminiumbärnstomme |
| Titan | TA1/ TC4 |
| Plast | ABS/ PTFE/ POM/ Bakelit/ PMMA/ PP/ PPS/ FR4/ HDPE/ LDPE/ PA6/ PA66/ PC/ PVC/ PU/ PEEK/ |
| Specialmaterial och andra | Koltråd /Glasfiber |
Ytantering av CNC-skicklade delar kan förbättra korrosionsmotstånd, smotsmotstånd och yttekvalitet, ge funktionsegenskaper och förbättra sammansättningsprestanda, vilket comprehensivt höjer kvaliteten och praktiken hos delarna.

Bearbetad yta kommer direkt från CNC-maskinen och är kostnadseffektiv MEN med verktygsspår

Anodering kan förbättra korrosionsmotståndet hos delar och kan också färgas, vilket gör det till det mest lämpliga för aluminiumlegeringar

Polering jämnar ut metallytor, minimerar roughness för att skapa en högglansig look som förstärker deras visuella attraktion.
Ströpning driver tryckad sand eller alternativ medium mot ytan. Denna process rengerar ytan och ger den en konstant, matt textur.

Elektropolering, en kemisk behandlingsmetod, förfinar och förklarar metallytor samtidigt som den förbättrar deras korrosionsmotstånd.

Värmebehandling ändrar de mekaniska egenskaperna hos metall, med målet att öka dess hårdhet, styrka eller förbättra dess dragbarhet.

En borstad yta producerar en ensidig satinsliknande textur, vilket minskar synligheten av märken och skador på ytan.

Pulverlackningsprocessen kan skapa en stark och smörgångsmotståndig ytskikt, med den betydande fördelen att erbjuda rika färgval och texturyttringar, samtidigt som den har en bred tillämpningsomfattning för underlag.

Elektroplåtering applicerar ett tunnt metallskikt på komponenter. Denna process syftar till att förbättra deras smörgångsmotstånd, skydda mot korrosion och förbättra ytkonduktiviteten.

Svart oxidering, en konverteringslackteknik som tillämpas på järnmetaller, förbättrar inte bara deras korrosionsmotstånd utan minskar också ljusreflektionen.
Välj oss för dina CNC-fräsningbehov! Med modern utrustning, skickliga tekniker och en dedikation till precision och effektivitet, garanterar vi högkvalitativa resultat och leverans i tid för alla dina projekt.

I varje projekt kommer du att uppleva en precision som aldrig tidigare. Våra nyaste fräsningstekniker garanterar att komponenterna uppfyller extremt stränga toleranser, med en noggrannhet på upp till ±0.01mm. Denna precision öppnar vägen för felldata sammansättning och utmärkt driftprestanda.
Förstärk din tillverkningshastighet avsevärt. Med våra lokala verkstadserbjudanden utrustade med modern maskineri säkerställer vi snabba produktionstider. Detta möjliggör att företag kan hålla sina operationer på gång smidigt och nå viktiga trösklar utan problem.

Oavsett tid eller plats, ta dig an dina CNC-fräsprojekt med fullständig trygghet. Våra erfarna experter är vid ditt sida genom hela processen, med värdefull rådgivning. Detta säkerställer att dina designar optimeras fullt ut och att utdatakvaliteten är toppen.

Vi erbjuder en totaltjänst som omfattar varje steg från designverifiering, maskinbearbetning, ytförädling, till förpackning och leverans. Dessutom tillhandahåller vi också monterings tjänster för att göra din projektprocess mer praktisk och effektiv.
| 3-axel CNC | 4-axel CNC | 5-axel CNC | |
|---|---|---|---|
| Lämpliga delar | Skivaformade delar (t.ex., enkla plana och fassnaderade delar) | Lådformade delar som kräver flertydlig bearbetning eller cylindrisk sidsnidering | Komplexa kurvade delar (t.ex., rymdindustrikomponenter, ventilatorer och former) |
| Bearbetningskaraktäristiker | Endast ett plan kan bearbetas vid en enda fixering, och arbetsstücken riktning måste justeras flera gånger | Med tillägget av rotation runt X - axeln (A - axeln) kan den bearbeta cylindriska sidor och krökta former | Den kan rotera runt X och Y - axlarna (A och B - axlarna) samtidigt, vilket möjliggör kontinuerlig flervinkelsbearbetning och minskar antalet fixeringar |
| Storleksintervall | Minsta: ungefär 0.1mm Maximalt: begränsad av maskins färd (vanligtvis ≤ 3m) | Likt tre - axel, men kan hantera längre cylinderformer (t.ex., diameter ≤ 500mm) | Hög flexibilitet, kan bearbeta extremt små precisionsdelar (t.ex., 0.05mm) till stora och komplexa delar (som flygplansstrukturella komponenter upp till 5m) |
| Typiska toleranser | Allmän tolerans: ±0.05 - 0.1mm (ISO 2768 - m) Hög precision: ±0.01mm (kräver specialprocesser) | Allmän tolerans: ±0.03 - 0.05mm Cylindrisk ytebearbetning: ±0.02mm | Allmän tolerans: ±0,01 - 0,02mm Komplexa krökta ytor: ±0,005mm (synchroniserad fem-axelsbearbetning) |
| Ytoroughness | Ra 1,6 - 6,3μm (påverkas av verktygsutställningsvibration) | Ra 0,8 - 3,2μm (rotationsaxel förbättrar skärningsvillkor) | Ra 0,4 - 1,6μm (kort verktygsutställning + fleraxellänkning) |
| Kostnad och Effektivitet | Låg kostnad, lämpar sig för massproduktion av enkla delar | Medium kostnad, lämpar sig för delar med medium komplexitet som kräver fler-ytlig bearbetning | Hög kostnad, men hög effektivitet vid enskild fixering, lämpar sig för hög-värdesdelar |





CNC-maskinbearbetning har en bred tillämpningsomfattning över flera industrier. Inom bil- och flygindustrin används den för att tillverka precisa motordelar, konstruktionselement och andra komplexa komponenter. Den medicinska branschen utnyttjar CNC för att tillverka apparater, implantat och kirurgiska instrument. CNC är också avgörande inom elektronikbranschen, där det möjliggör produktionen av elektronikkasser, kretsplattor och kopplingar. Maskinverktygsföretag förlitar sig på CNC för att skapa komplexa former, stämplingsformer och maskindelar. Dessutom är CNC värdefullt för allmän tillverkning av anpassade delar, prototypering, träarbete och mer, vilket möjliggör konstant kvalitet och hög precision.
Tillverkningsprocess: 3D-skrivning är en additiv process, där delar byggs lager för lager av material som plast eller metall. I motsats till detta är CNC-fräsning subtraktiv, där man skär bort material från en fast block för att forma det slutliga produkten. Material-effektivitet: 3D-skrivning minimerar avfall genom att använda endast det material som behövs för att forma delen, medan CNC-fräsning kan generera mer avfall på grund av sin subtraktiva natur. Hastighet och kostnad: För små serier och komplexa geometrier kan 3D-skrivning vara snabbare och mer kostnadseffektiv. CNC-fräsning är föredragn för större volymer och material som kräver hög precision och styrka. Ytfinansering och toleranser: CNC-fräsning uppnår vanligtvis bättre ytfinish och strammare toleranser jämfört med 3D-skrivning.
Fördelar med CNC-mackning: Precision och upprepningsbarhet: CNC-mackning säkerställer hög precision och konsekvent replikering av delar, vilket är avgörande för komplexa designer med stramma toleranser. Minimerad mänsklig felaktighet: Den automatiserade karaktären hos CNC-mackning minskar mänskliga fel, vilket förbättrar den totala kvaliteten på produktionen. Effektivitet och hastighet: Automatisering möjliggör snabbare produktionscykler, vilket gör att leveranstider blir kortare än vid manuella processer. Materialflexibilitet: CNC-maskiner kan arbeta med en bred vifte av material, inklusive metaller, plast och kompositmaterial, vilket ger versatilitet i olika tillämpningar. Programvaruintegration: Avancerad CNC-programvara stöder snabba designändringar och uppdateringar, vilket underlättar snabb prototypering och enkel anpassning. Kostnadseffektiv för stora serier: Även om installationskostnaderna är högre, minskar enhetskostnaden betydligt vid större produktionsvolym, vilket gör det kostnadseffektivt för massproduktion. Nackdelar med CNC-mackning: Hög startkostnad: CNC-maskiner och deras underhåll representerar betydande investeringar, vilket gör installation dyrt, särskilt för småskaliga operationer. Kompetenskrav: Att bedriva CNC-maskiner kräver högt specialiserade personalkompetenser, vilket kan öka utbildningskostnaderna och begränsa tillgängligheten. Mindre kostnadseffektiv för småserier: På grund av installations- och programmeringstid kan CNC-mackning inte vara ekonomiskt fördelaktigt för produktion av små kvantiteter av delar. Materialspill: CNC-mackning innebär ofta subtraktiva processer, vilket leder till mer materialspill jämfört med additiv framställning. Begränsad till materialhårdhet: Extrahårda material kan slita ut CNC-verktyg snabbt, vilket potentiellt kan öka driftskostnaderna och nedtid.
G- och M-koder är programmeringsspråk som används i CNC-skickling för att styra CNC-maskinverktyg. G-koder används främst för att specificera maskinens rörelser, såsom linjär interpolation, cirkulära rörelser och andra specifika funktioner relaterade till verktygets faktiska banväg. M-koder hanterar däremot maskinfunktioner som inte är direkt relaterade till verktygets banväg, såsom att slå på eller av maskinen, starta eller stoppa spindeln och kontrollera kylmediet. Tillsammans ger G- och M-koder en omfattande uppsättning instruktioner som CNC-maskiner följer för att producera delar noggrant och effektivt.

