
Avanserte CNC-maskiner og nyeste teknologi lar oss levere tilpassede deler med høy nøyaktighet. Våre 3-, 4- og 5-akse maskiner tillater varierende prosjekter tross industrier. Nøyaktige skjæringer og fleksible materialer gjør CNC-masking ideal for prototyping og småserieproduksjon.

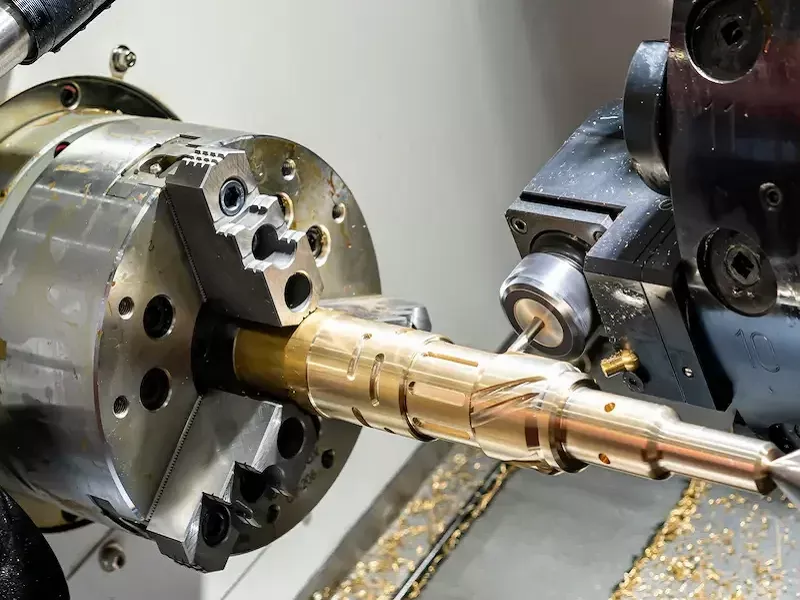
Avhengig av ditt design, vil vi velge en CNC-slusmaskin eller en CNC-fresemaskin for å behandle produktene dine. 4-akset fresing. Tenk deg et design, og 4-aksel fresing kan sannsynligvis lage det. Mangeidet bearbeiding ble nettopp mye enklere.

3-aksel CNC fræser er den mest grunnleggende, med tre lineære akser X Y Z. Fordelene er enkel struktur, lett operasjon og vedlikehold, og lav kostnad.
På basis av 3-akselen har en ekstra rotasjonsakse blitt lagt til. På denne måten kan arbeidsstykket roteres, noe som tillater bearbeiding av flere flater uten behov for ny klemming. Fordelen kan være å redusere antall klemninger og forbedre bearbeidnings-effektiviteten av komplekse deler.
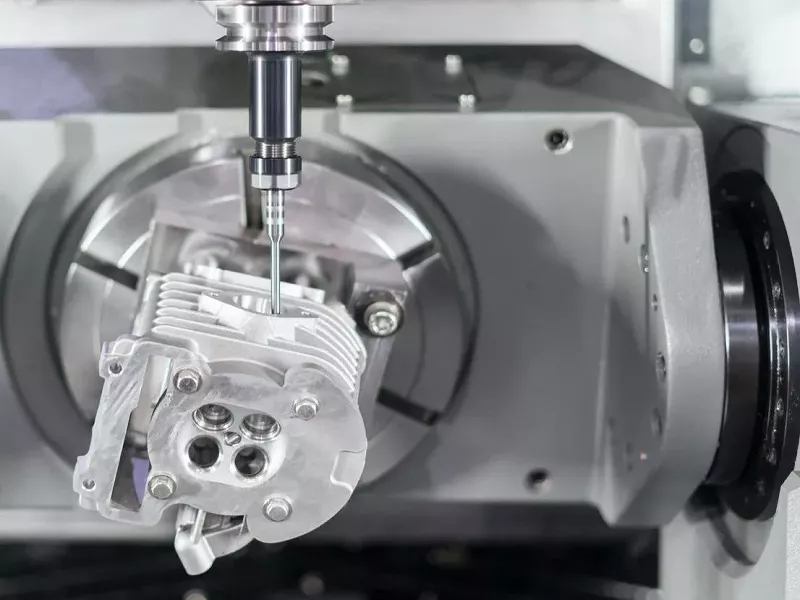
5-aksel CNC fræsing bygger på tre lineære akser og har to rotasjonsakser for å oppnå mer kompleks bearbeiding, som samtidig multifasettede bearbeiding, reduksjon i antall klemninger, egnet for komplekse deler som luft- og romfart, former, osv.
| Beskrivelse | |
|---|---|
| Aluminium | AL6061/ AL5052/ AL2024/ AL7075/ AL5083/ ADC12/ AL6082 |
| Rostfritt stål | SUS301/ SUS303/ SUS304/ SUS316/ SUS316L/ SUS420/ SUS430/ SUS630/17-4PH/ SUS321 |
| Legeringsstål | Q235 (A3Steel/ C45/ Cr12/ 3Cr13/ GCr15/ 40Cr/ 65Mn/ SKD11/ Steel 1018/ Steel 1020/ Høyfartsstål/ Koldvalgt stål/ Laget stål/ SPCC |
| Rostfritt stål | SUS301/ SUS303/ SUS304/ SUS316/ SUS316L/ SUS420/ SUS430/ SUS630/17-4PH/ SUS321 |
| Boksing av oksidant | H59/ H62/ H68/ H80/ Bliks brons/ C17200/ Aluminiumbrons |
| Titanium | TA1/ TC4 |
| Plast | ABS⁄ PTFE⁄ POM⁄ Bakelit⁄ PMMA⁄ PP⁄ PPS⁄ FR4⁄ HDPE⁄ LDPE⁄ PA6⁄ PA66⁄ PC⁄ PVC⁄ PU⁄ PEEK⁄ |
| Spesialmaterialer og andre | Kullfibre /Glasfiber |
Overflatetreatment av CNC-messige deler kan forbedre korrosjonsmotstand, slipemotstand og utseendekvalitet, gi funksjonelle egenskaper, og forbedre monteringsprestasjoner, noe som fullstendig forsterker kvaliteten og praktisk brukenavnhet av delene.

Maskinert overflate kommer direkte fra CNC-maskinen og er kostnadsfavorable, MEN med spor etter verktøy

Anodering kan forbedre korrosjonsmotstanden til deler og kan også farges, hvilket gjør det mest egnet for aluminiumlegemer

Poler fletter metallflater, minimerer rughet for å oppnå en høyglans-tilsynelatelse som forsterker deres visuelle attraktivitet.
Strøysanding driver trykket sand eller alternativ medium mot overflaten. Dette både renser overflaten og gir en konsekvent, matte tekstur.

Elektropolering, en kjemisk behandlingsmetode, forfiner og forklarer metallflater, samtidig som den forsterker deres motstand mot korrosjon.

Varmebehandling endrer de mekaniske egenskapene til metall med målsettingen å øke dets hardhet, styrke eller forbedre dets ductilitet.

En børstet avslutning produserer en ensidig satins-lignende tekstur, som reduserer synligheten på merkelapper og skrammer på overflaten.

Pulverkotingprosessen kan forme en sterke og slipmotstandende coatingsurface, med den betydelige fordelen av å tilby rike fargevalg og teksturyttrykk, samtidig som den har en bred adaptasjon av underlag.

Elektroplating legger på en tynt metallskikkelse på komponenter. Denne prosessen tjener til å forbedre deres slipmotstand, beskytte mot korrosjon og øke overflateledningsevnen.

Svart oxidering, en konverteringskotingsmetode brukt på jernbaserte metaller, forbedrer ikke bare korrosjonsmotstanden, men reduserer også lysrefleksjonen.
Velg oss for dine CNC-fræsingsbehov! Med fremragende utstyr, ferdige teknikere og et løfte om nøyaktighet og effektivitet, sikrer vi høy kvalitet og pünktsam levering for alle dine prosjekter.

I hvert prosjekt vil du oppleve nøyaktighet som aldri før. Våre fremste fræsningsteknikker garanterer at komponentene møter ekstremt stramme toleranser, med en nøyaktighet på opp til ±0.01mm. Denne nøyaktigheten gjør veien fri for feilfri montering og utmærket driftsprestasjon.
Forsterk din produksjonshastighet betydelig. Med våre lokale verksteder utstyrt med avansert maskinpark, sikrer vi rask produksjon. Dette lar bedrifter holde deres operasjoner på gang og oppnå viktige frister uten problemer.

Uavhengig av tid eller sted, kan du gå i gang med dine CNC-fræsingsprosjekter med full trygghet. Våre erfarnede ekspertiser er ved din side gjennom hele prosessen, og gir verdifull råd. Dette sikrer at dine design er optimalisert fullstendig, og at kvaliteten på产出en er topp.

Vi tilbyr en tjeneste fra én kilde som dekker alle trinn fra designverifisering, maskinproduksjon, overflatebehandling, til pakking og frakt. I tillegg tilbyr vi også montasjetjenester for å gjøre prosessen i ditt prosjekt mer komfortabel og effektiv.
| 3-Aksel CNC | 4-Aksel CNC | 5-Aksel CNC | |
|---|---|---|---|
| Egnede deler | Skkiveformede deler (f.eks., enkle planare og fargeslottsmillingdeler) | Boksformede deler som krever flatesidebearbeiding eller sirkulær sidegravur | Komplekse kurvedelar (f.eks., rymfartskomponenter, ventilatorer og former) |
| Bearbeidningskarakteristikk | Kun ett plan kan bearbeides i én klemming, og arbeidsstykkeorienteringen må justeres flere ganger | Med tillegg av rotasjon rundt X-aksen (A-aksen) kan det bearbeide sylinderflater og kurvete trekk | Det kan rotere rundt X- og Y-aksene (A og B-aksene) samtidig, noe som tillater kontinuerlig fler-vinkels bearbeiding og reduserer antall klemninger |
| Størrelsesomfang | Minimum: omtrent 0,1mm Maksimum: Begrenset av maskinvoyagen (vanligvis ≤ 3m) | Likt tre-aksel, men kan håndtere lengre sylindere (f.eks., diameter ≤ 500mm) | Høy fleksibilitet, kan bearbeide ekstremt små presisjonsdeler (f.eks., 0,05mm) til store og komplekse deler (som luft- og romfartstrukturelle komponenter opp til 5m) |
| Typiske toleranser | Generell toleranse: ±0,05 - 0,1mm (ISO 2768 - m) Høy nøyaktighet: ±0,01mm (krever spesialprosesser) | Generell toleranse: ±0,03 - 0,05mm Sylinderflatebearbeiding: ±0,02mm | Generell toleranse: ±0.01 - 0.02mm Komplekse kurvete overflater: ±0.005mm (synkron fem-aksebearbeiding) |
| Overflatebrukthet | Ra 1.6 - 6.3μm (påvirket av verktøyets svingninger ved hengende posisjon) | Ra 0.8 - 3.2μm (roteringsakse forbedrer skjæringsbetingelser) | Ra 0.4 - 1.6μm (kort verktøyheng + multi-aksel kobling) |
| Kostnad og Effektivitet | Lav kostnad, egnet for masseproduksjon av enkle deler | Mellan kostnad, egnet for deler med mellomhøyt kompleksitet som krever flerflatebearbeiding | Høy kostnad, men høy effektivitet i én fastsetting, egnet for høyverdi-deler |





CNC-masking har et bredt anvendelsesområde på tvers av industrier. I bil- og luftfartsektoren brukes det til å lage nøyaktige motordelar, strukturelle delar og andre komplekse elementer. Den medisinske industrien utnytter CNC for å produsere apparater, implantater og kirurgiske instrumenter. CNC er også avgjørende i elektronikkbransjen, hvor det gjør produksjonen av elektroniske husninger, kretskort og koblinger mulig. Maskinverksted bruker CNC til å lage komplekse former, dører og maskinKomponenter. Dessuten er CNC verdifullt for generell produksjon av tilpassede deler, prototypering, skogerier og mer, og tillater konsekvent kvalitet og høy nøyaktighet.
Framstillingprosess: 3D-skriving er en additiv prosess, der deler bygges opp lag for lag fra materialer som plast eller metall. I motsetning til dette er CNC-fræsing subtraktiv, hvor man skjærer bort materiale fra en fast blokk for å forme det endelige produktet. Materialeffektivitet: 3D-skriving minimerer avfall ved å bruke bare det materialet som trengs for å forme delen, mens CNC-fræsing kan produsere mer avfall på grunn av sin subtraktive natur. Fart og Kostnad: For små serier og komplekse geometrier kan 3D-skriving være raskere og mer kostnadseffektiv. CNC-fræsing er foretrekk for større volum og materialer som krever høy nøyaktighet og styrke. Overflatefullendelse og toleranser: CNC-fræsing oppnår typisk bedre overflatefullendelser og strammere toleranser sammenlignet med 3D-skriving.
Fordeler med CNC-masking presisjon og gjentakelighet: CNC-masking sikrer høy presisjon og konsekvent replikering av deler, noe som er avgjørende for komplekse design med stramme toleranser. Redusert menneskelig feil: Den automatiserte naturen ved CNC-masking minimerer menneskelig feil, noe som forbedrer den generelle kvaliteten på produksjonen. Effektivitet og fart: Automatisering tillater raskere produksjonskjeder, noe som gjør at leveringstidene blir kortere enn ved manuelle prosesser. Materialfleksibilitet: CNC-maskiner kan jobbe med en stor rekke materialer, inkludert metaller, plastikk og sammensatte materialer, og tilby fleksibilitet i ulike anvendelser. Programvareintegrasjon: Avansert CNC-programvare støtter rask endring av design og oppdateringer, noe som lettere prototyping og enkel tilpassing. Kostnadseffektiv for store kjøringer: Selv om oppstartskostnadene er høyere, så synker enhetskostnadene betydelig med større produsert volum, hvilket gjør det kostnadseffektivt for masseproduksjon. Ulemper med CNC-masking Høye initielle kostnader: CNC-maskinutstyr og vedlikehold representerer betydelige investeringer, noe som gjør oppstart dyrt, spesielt for småskala operasjoner. Ferdighetskrav: Drift av CNC-maskiner krever høykompetente personell, noe som kan øke utdanningskostnadene og begrense tilgjengeligheten. Mindre kostnadseffektiv for små kjøringer: På grunn av oppsetningstid og programmeringstid, kan CNC-masking ikke være økonomisk for å produsere små mengder deler. Materialeavfall: CNC-masking involverer ofte subtraktive prosesser, noe som fører til mer materialeavfall sammenlignet med additiv fremstilling. Begrenset til materialskerthet: Ekstremt skære materialer kan slitas raskt på CNC-verktøy, noe som potensielt kan øke driftskostnadene og nedetid.
G- og M-koder er programmeringsspråkene som brukes i CNC-mekanisering for å kontrollere CNC-maskinverktøy. G-koder brukes hovedsakelig for å spesifisere bevegelsene til maskinen, som lineær interpolasjon, sirkulære bevegelser og andre spesifikke funksjoner relatert til verktyrets faktiske bane. M-koder håndterer derimot maskinfunksjoner som ikke er direkte relatert til verktyrets bane, som å slå maskinen på eller av, starte eller stoppe spindelen, og kontrollere kjøling. Sammen gir G- og M-koder et omfattende sett med instruksjoner som CNC-maskiner følger for å produsere deler nøyaktig og effektivt.

